





在TAPER-LOK紧固件移除中,为了恢复正确的干涉孔总是必须铰接到下一个大尺寸上。在PoC测试期间,切削深度进行了优化以达到切割头所需的力的最佳折衷(由凿它侧身切割后完成的),和作为驱动锥形的结果的孔扩大;相对于循环时间和电极寿命。
切削的深度 (从顶头)从短手柄长度3/16“紧固件的0.150”变化到5/16“紧固件的0.200”,时间在15秒至35秒范围内。这些时间和深度都明显大于传统 e•drill 头端去除,电极寿命通常为典型寿命的1/3。切割被精细化以使得杆在抓握长度内向下压缩约2/3,所以当冲孔时,导致仅打开几千分之一英寸的孔,恰好在第一超大尺寸的清除内。
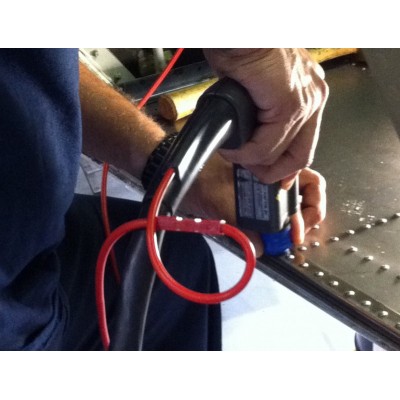
当在现场并且在机翼下方颠倒时,在这些较长的循环时间内仍然拿着枪仍然存在挑战,并且紧密间隔的紧固件之间的水泄漏也是一个挑战。然而,客户认为其他挑战跟100 e•钻头移除大约零损坏这个挑战以及传统钻探的挑战和周期时间相比都是微不足道的。客户非常高兴,特别是考虑到这种去除并不是产品的设计目的。